 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Ekstruder vidası sıklıkla aşınmış mı? Bu ana nedenler var!
Ningbo Fangli Technology Co., Ltd. yaklaşık 30 yıllık deneyime sahip bir mekanik ekipman üreticisidir.plastik boru ekstrüzyon ekipmanları, yeni çevre koruma ve yeni malzeme ekipmanı. Fangli kurulduğu günden bu yana kullanıcının talepleri doğrultusunda geliştirildi. Sürekli iyileştirme, temel teknolojiye ilişkin bağımsız Ar-Ge ve ileri teknoloji ve diğer araçların sindirimi ve emilimi yoluyla, geliştirdikPVC boru ekstrüzyon hattı, PP-R boru ekstrüzyon hattı, PE su temini / gaz borusu ekstrüzyon hattıÇin İnşaat Bakanlığı tarafından ithal ürünlerin yerine kullanılması önerildi. “Zhejiang Eyaletinde Birinci Sınıf Marka” unvanını kazandık.
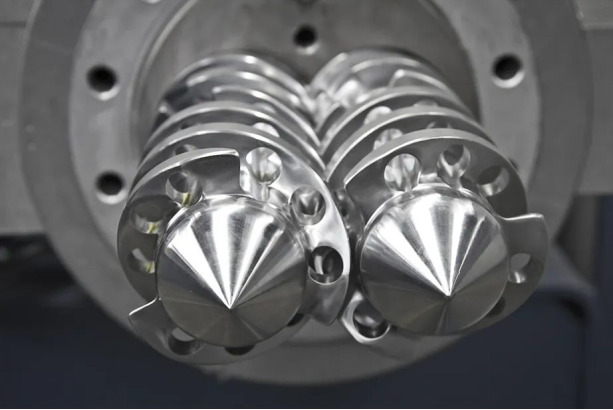
Vidalı ekstruderplastik şekillendirme ve harmanlama modifikasyonunun temel ekipmanıdır. Harmanlama modifikasyonunun gerçek üretim sürecinde, vidaekstrudersert bir yüksek basınç ve yüksek sıcaklık ortamındadır ve çok büyük sürtünme ve kesme kuvveti taşır.
Özel çalışma ortamı nedeniyleekstruderVida, yaygın bir metal-metal sürtünmesi değil, metal-polimer sürtünmesidir, dolayısıyla vida yüzeyinin aşınması genellikle ciddidir.
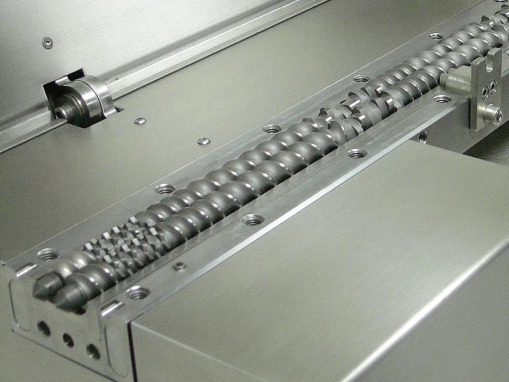
Vidanın aşınması, vida ile kovan arasındaki mesafeyi arttırır, bu da vidanın malzeme üzerinde sıkışmasını ve kesilmesini etkiler, dolayısıyla ürün kalitesinin düşmesine neden olur. Öte yandan aşınmış vidaların sık sık değiştirilmesi hem maliyeti artırmakta hem de üretim planını geciktirerek üretim verimliliğinin düşmesine neden olmaktadır.
Vida genellikle uzun süreli aşınma nedeniyle hurdaya çıkar ve vida ile kovan arasındaki boşluk normal şekilde kalıptan çekilemeyecek kadar büyüktür. Ancak hatalı tasarım veya çalıştırmadan kaynaklanan çalışma geriliminin dayanım sınırını aşarak hasar gördüğü durumlar da vardır. Aşağıda ekstrüzyon vidasının aşınma nedenlerine kısa bir giriş yer almaktadır:
1 İşleme sıcaklığı
Her plastik çeşidinin ideal bir plastikleştirme işlem sıcaklığı aralığı vardır. Namlu işleme sıcaklığının bu sıcaklık aralığına yakın olacak şekilde kontrol edilmesi gerekir. Plastik parçacıklar hazneden namluya girdiğinde ilk önce kuru sürtünmenin meydana geleceği besleme bölümüne ulaşacaktır. Bu plastikler yeterince ısıtılmadığında ve erime eşit olmadığında, namlunun iç duvarını ve vidanın yüzeyini aşınmayı artıracak şekilde oluşturmak kolaydır.
Benzer şekilde sıkıştırma bölümünde ve homojenleştirme bölümünde plastiğin erime durumu düzensiz ve düzensiz ise aşınma da hızlanacaktır.

2 Hız
Hız uygun şekilde ayarlanmalıdır. Bazı plastiklere cam elyafı, mineraller veya diğer dolgu maddeleri gibi takviye maddeleri eklenir. Bu maddelerin metal malzemeler üzerindeki sürtünme kuvveti çoğu zaman erimiş plastiklerinkinden çok daha fazladır.
Yüksek dönme hızı kullanılırsa, plastik kesme kuvvetini arttırırken takviye elyafının yırtılması kolaydır. Yırtık fiber, aşınma kuvvetini büyük ölçüde artıran keskin uçlar içerir. İnorganik mineraller metal yüzey üzerinde yüksek hızla kaydığında kazıma etkisi az değildir. Bu nedenle hızın çok yüksek olmaması gerekir.
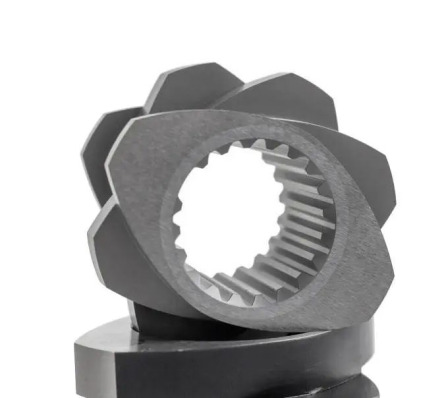
3 Vida ve namlu arasındaki boşluk
Vida namlu içinde döner ve malzeme ile ikisi arasındaki sürtünme, vidanın ve namlunun çalışma yüzeyinin yavaş yavaş aşınmasına, vida çapının kademeli olarak azalmasına ve namlunun iç delik çapının kademeli olarak artmasına neden olur. Bu şekilde, vida ile kovan arasındaki geçme çapı boşluğu, ikisinin kademeli olarak aşınmasıyla birlikte bir miktar artar.
Ancak namlu önündeki kafa ve ayırıcı plakanın direnci değişmediğinden, ekstrüde edilen malzemenin ileri doğru hareket ettiğinde sızıntı akışı yani malzemenin çap aralığından beslemeye akışı artar. yönü arttırılır. Bunun sonucunda plastik makineleri üretimi azaldı. Bu olay, malzemelerin haznede kalma süresini artırarak malzemenin ayrışmasına neden olur. PVC söz konusu olduğunda ayrışma sonucu oluşan hidrojen klorür gazı vida ve kovanın korozyonunu güçlendirir.

4 Malzemelerin veya metal yabancı maddelerin eşit olmayan plastikleşmesi
As the materials are not plasticized evenly or metal foreign matters are mixed into the materials, the torque of the screw suddenly increases. This torque exceeds the strength limit of the screw, causing the screw to break. This is an unconventional accident damage.
Yukarıdakiler vida aşınmasının en yaygın nedenleridir ve yukarıdaki içerik sayesinde ekstrüzyon vidasını daha iyi anlayabileceğimizi umuyoruz.
Vidanın aşınmasını azaltmak ve vidanın çalışma ömrünü uzatmak, ekipmanın bakım maliyetini büyük ölçüde azaltacak, ürünlerin kalitesini garanti edecek ve işletmelere daha yüksek ekonomik faydalar sağlayacaktır.
Daha fazla bilgiye ihtiyacınız varsa, Ningbo Fangli Technology Co., Ltd. ayrıntılı bir soruşturma için sizinle iletişime geçmenizi memnuniyetle karşılar; size profesyonel teknik rehberlik veya ekipman tedarik önerileri sunacağız.
Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası