 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Boru Ekstrüzyon Prosesi
Ningbo Fangli Technology Co., Ltd. neredeyse mekanik ekipman üreticisidir. 30 yıllık plastik ekstrüzyon ekipmanı deneyimi, yeni çevre koruma ve yeni malzeme ekipmanı. Burada bazı kapsamlı bilgiler hazırladık. Borunun ekstrüzyon işlemine giriş aşağıdaki gibidir:
Boru, bir boru veya içi boş bir silindirdir. sıvının taşınması. "Boru" ve "boru" terimleri neredeyse birbirinin yerine kullanılabilir. "Tüp" genellikle özel boyutlarda yapılır ve daha spesifik boyutlara sahip olabilir. Uygulamaya bağlı olarak boruya göre toleranslar daha fazladır. "Tüp" terimi aynı zamanda silindirik olmayan yapıdaki tüplere (yani kare borulara) uygulanabilir. Dönem “boru” ABD'de daha yaygın olarak kullanılırken, “boru” dünyanın başka yerlerinde daha yaygın olarak kullanılmaktadır.
Boru standart boru boyutuna göre belirtilebilir Nominal Boru Boyutu (ABD'de) gibi veya nominal, dış veya iç çap ve duvar kalınlığı. Birçok endüstriyel ve hükümet standardı boru ve boru üretimi için mevcuttur.
Çoğu boru ekstrüzyon yoluyla yapılır, Ekstrüzyon, kalıp, boyutlandırma veya kalibrasyon cihazının yönüne uygun olarak veya Gerekirse tank, su soğutma tankı, konveyör ve kesici ve kalkış Hattın sonundaki ekipman. Hat, bir işaretleme cihazı veya bir test cihazı. Önemli bir gereklilik, ekstrüdatın oldukça hızlı soğutulmasıdır. Boyutları ve özellikleri kontrol altında tutarken kalıbın yakınında.
Süreçlere dahil olan çeşitli serbest çekilmiş eriyik olan boyutları/boyutları kontrol etme teknikleri (genellikle küçük çaplı tüpler için) veya boyutlandırma özellikleri. Toplam maliyet Borunun üretilmesi %80'e varan malzeme maliyetleri içerebilir. Amaç malzeme tüketimini azaltmak için her zaman daha sıkı bir tolerans kontrolü elde etmek. Farklı tasarımlara sahip boyut ve/veya kalınlık kalibrasyon diskleri kullanılır.
Erime özelliklerinin bir kombinasyonu, oran Hat hızı, iç hava basıncı ve soğutma hızı, tüpün boyutu. Kalıptan su soğutmaya eriyik çekme oranı oluk doğrudan tüpün nihai boyutuyla ilgilidir. Bağlı olarak işlenen plastikler için oran 4/1 ile 10/1 arasında değişmektedir. Düşük oranların kullanılması ile ilgili sorunlara yol açabilecek ekstrüzyon gerilimlerini en aza indirmeye yardımcı olur. büzülme ve stres çatlaması.
Özelliklerine bağlı olarak Plastikler işlendikten sonra 24 saat içerisinde çekme meydana gelebilir. işleme hattından ayrılıyor. Tüp veya boru da maruz kalabilir büzülme derecesini etkileyebilecek tavlama ve diğer son koşullar.
Boru ve tüpün birçok farklı yolu vardır Sıvıların, gazların, katıların vb. taşınmasında kullanılan ürünler. Onlar yapabilir dekorasyon, güvenlik destekleri vb. sağlayacak şekilde şekillendirilmiştir.
Plastiği işleme maliyetini azaltacak adımlar borular şunları içerir:
1) Dış çapı (OD) en aza indirecek şekilde çalıştırın ve iç çap (ID) toleransları;
2) Boru kalitesini ve özelliklerini iyileştirin Bileşik bileşenlerin ve kullanılan harmanlama prosedürlerinin kazanımlarını inceleyerek;
3) Başlatma yoluyla kurulum süresini azaltın yardımlar ve otomasyon sistemleri;
4) Elektrik tasarrufu sağlayın ekstruderin optimizasyonu ile tüketim; Ve
5) Verimli kalıpların, soğutma tanklarının kullanılması, çektirmeler ve kalkış ekipmanları.
Çektirmelerin tolerans kontrolü en aza indirmek için kritik
OD ve ID boyutları, özellikle daha küçük tüp boyutları.
Çektirme hızında çok hafif bir değişiklik boyutlarını ve plastik atıklarını büyük ölçüde etkileyebilir.
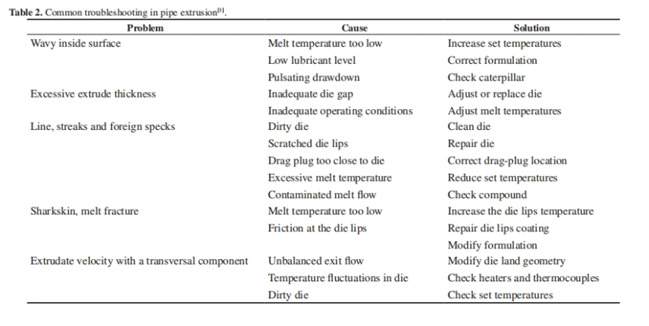
Aşağıdaki tablo en yaygın olanları göstermektedir Boru ekstrüzyonunda sorun giderme.
Yukarıdakiler boru ekstrüzyonuyla ilgilidir size biraz yardım sağlamayı umarak ilerleme kaydettik. Gerekirse hoş geldiniz bize Ulaşın.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası