 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Vida Aşınmasının Temel Sebepleri Nelerdir?
Ningbo Fangli Technology Co., Ltd.birmekanik ekipman üreticisiyaklaşık 30 yıllık tecrübemizleplastik boru ekstrüzyon ekipmanları, yeni çevre koruma ve yeni malzeme ekipmanı. Fangli kurulduğu günden bu yana kullanıcının talepleri doğrultusunda geliştirildi. Sürekli iyileştirme, temel teknolojiye ilişkin bağımsız Ar-Ge ve ileri teknoloji ve diğer araçların sindirimi ve emilimi yoluyla, geliştirdikPVC boru ekstrüzyon hattı, PP-R boru ekstrüzyon hattı, PE su temini / gaz borusu ekstrüzyon hattıÇin İnşaat Bakanlığı tarafından ithal ürünlerin yerine kullanılması önerildi. “Zhejiang Eyaletinde Birinci Sınıf Marka” unvanını kazandık.
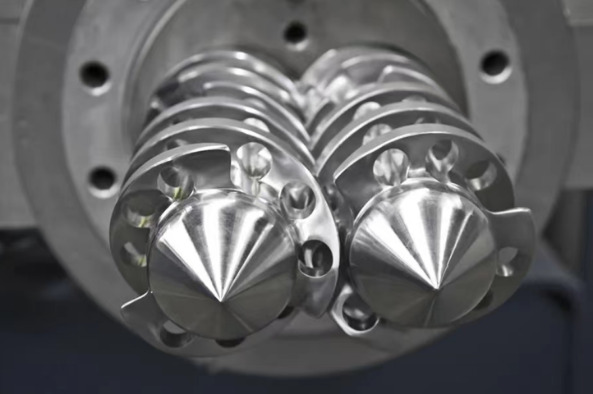
Vidalı ekstruder plastik şekillendirme ve harmanlama modifikasyonundaki temel ekipmandır. Harmanlama modifikasyonunun gerçek sürecinde, ekstruderin vidası, yüksek basınç ve yüksek sıcaklığın olduğu zorlu bir ortamda bulunur ve çok büyük sürtünme ve kesme kuvvetlerine maruz kalır.
Özel çalışma ortamından dolayı, vida sürtünmesi genel olarak metalden metale değil, metalden yüksek moleküllü polimere doğrudur, bu nedenle vida yüzeyi sıklıkla aşırı derecede aşınır. Vidanın aşınması, kovan ile arasındaki mesafeyi arttırır, bu da vidanın malzeme üzerindeki sıkışmasını ve kesilmesini etkileyerek ürün kalitesinin düşmesine neden olur. Öte yandan, aşınmış vidaların sık sık değiştirilmesi maliyetleri artırır ve üretim programlarını geciktirerek verimliliğin düşmesine neden olur.
Vidaların hurdaya çıkarılması gerekmesinin nedeni genellikle uzun süreli aşınma sonrasında vida ile kovan arasındaki boşluğun malzemenin normal şekilde kalıptan çıkarılamayacak kadar büyük olmasıdır., ayrıca yanlış tasarım veya çalıştırma nedeniyle makinenin çalışma kabiliyetinin limitlerin ötesine geçtiğine dair örnekler de mevcuttur. Aşağıda vida aşınmasının nedenlerinin kısa bir açıklaması bulunmaktadır.
1. Processing temperature
Each plastic has a processing temperature range for ideal plasticization, and the barrel processing temperature should be controlled so that it is close to this temperature range. Plastic pellets are conveyed from the hopper to the barrel, and they will first reach the filling section. In the filling section, materials will inevitably have dry friction. When these plastics are underheated, and unevenly melted, it is easy to increase abrasion between the inner wall of the barrel and the screw surface.
Benzer şekilde sıkıştırma bölümünde ve homojenleştirme bölümünde de plastiğin erimiş hali düzensiz ve düzensiz ise daha hızlı aşınmaya da neden olacaktır.

2. Dönme hızı
Dönüş hızı uygun şekilde ayarlanmalıdır. Bazı plastiklerde cam elyafı, mineraller veya diğer dolgu maddeleri gibi takviye maddeleri bulunduğundan. Bu maddeler genellikle metal malzemeler üzerinde erimiş plastiklere göre çok daha fazla sürtünmeye sahiptir.
Yüksek dönme hızı kullanıldığında plastik üzerindeki kesme kuvveti artarken, güçlendirilmiş elyafın parçalanması da kolaylaşır. Kıyılmış lifler keskin uçlar içerdiğinden aşındırıcı kuvvet büyük ölçüde artar. İnorganik mineraller metal yüzeyinde yüksek hızda kayar ve kazıma etkisi hafif değildir. Sonuçta hız çok yüksek ayarlanmamalıdır.

3. Vida ile namlu arasındaki boşluk
Vida namlu içinde döner ve malzeme ile ikisi arasındaki sürtünme, vidanın ve namlunun çalışma yüzeyinin giderek aşınmasına neden olur, ardından vida çapı giderek kısalır ve namlunun iç çapı artar. Bu sayede aşınma nedeniyle vida ile kovan arasındaki boşluk giderek büyür.
Ancak kafanın önündeki namlu nedeniyle ve manifoldun direnci değişmediğinden ekstrüde edilen malzemenin sızıntı akışını arttırır, yani malzemenin besleme akışı boşluktan besleme yönüne doğru artar. Bunun sonucunda makinenin üretim kapasitesi azaldı. Bu olay malzemenin haznede kalma süresini artırarak malzemenin ayrışmasına neden olur. PVC ise ayrışma sırasında ortaya çıkan hidrojen klorür gazı vida ve kovanın korozyonunu güçlendirecektir.

4. Malzemelerin eşit olmayan plastikleşmesi veya metal yabancı maddelerin karışması
Malzemenin düzgün bir şekilde plastikleşmemesi veya malzemeye metal yabancı maddelerin karışması nedeniyle vidanın dönme tork kuvveti aniden artacaktır. Bu tork, vidanın dayanım sınırını aşar ve vidanın bükülmesine yol açar. Bu alışılmadık bir kaza hasarıdır.
Bunlar vida aşınmasının bazı yaygın nedenleridir; yukarıdaki içeriğin size ekstrüzyon vidası hakkında daha iyi bir anlayış ve bilgi sunabileceğini umuyoruz.
Vidanın aşınmasını azaltmak ve vidanın çalışma ömrünü uzatmak, ekipmanın bakım maliyetlerini büyük ölçüde azaltacak, ürünün kalitesini garanti altına alacak ve şirketinize daha yüksek ekonomik faydalar sağlayacaktır.
Daha fazla bilgiye ihtiyacınız varsa, Ningbo Fangli Technology Co., Ltd. ayrıntılı bir soruşturma için sizinle iletişime geçmenizi memnuniyetle karşılar; size profesyonel teknik rehberlik veya ekipman tedarik önerileri sunacağız.
Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası